



【科普】PEEK注塑成型工艺参数介绍
PEEK注塑加工的可行性
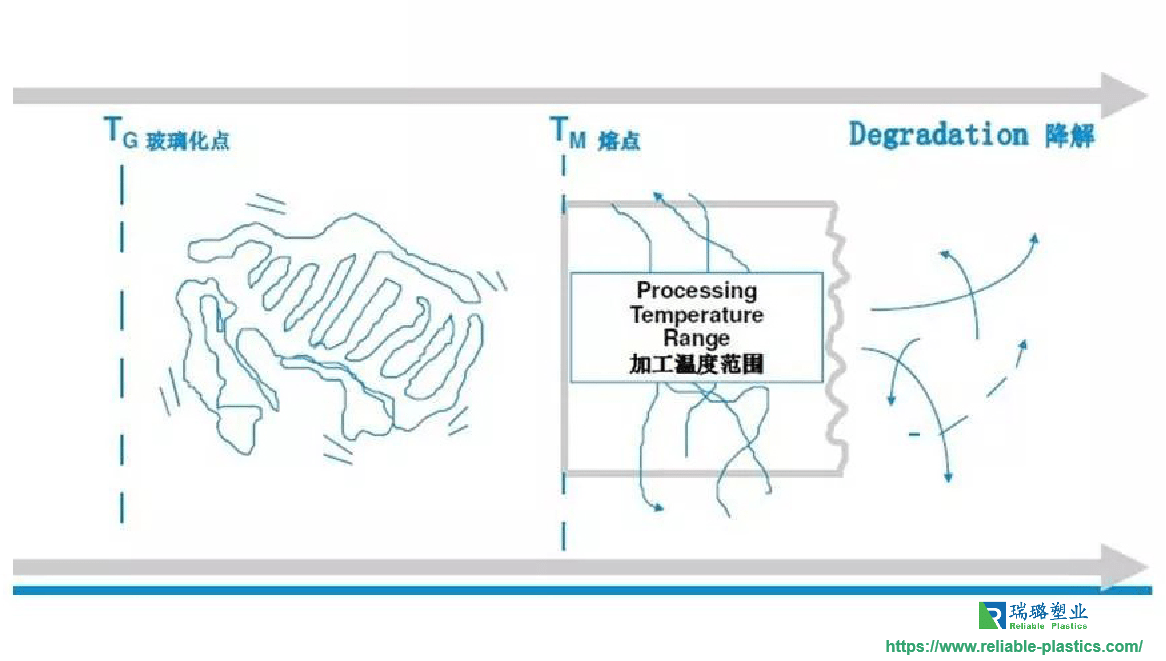
peek为 半结晶热塑性材料,熔点343°C,结晶度为30%
适用于所有特种工程塑料的注塑成型加工
挤出,注塑,模压,喷涂,吹塑......
影响peek注塑制品品质的因素
产品设计(Part design)
材料(Material)
模具(Mold)
人员(Person)
设备(Device)
结晶型工程塑料peek的加工值域
 工程塑料peek注塑工艺参数
工程塑料peek注塑工艺参数
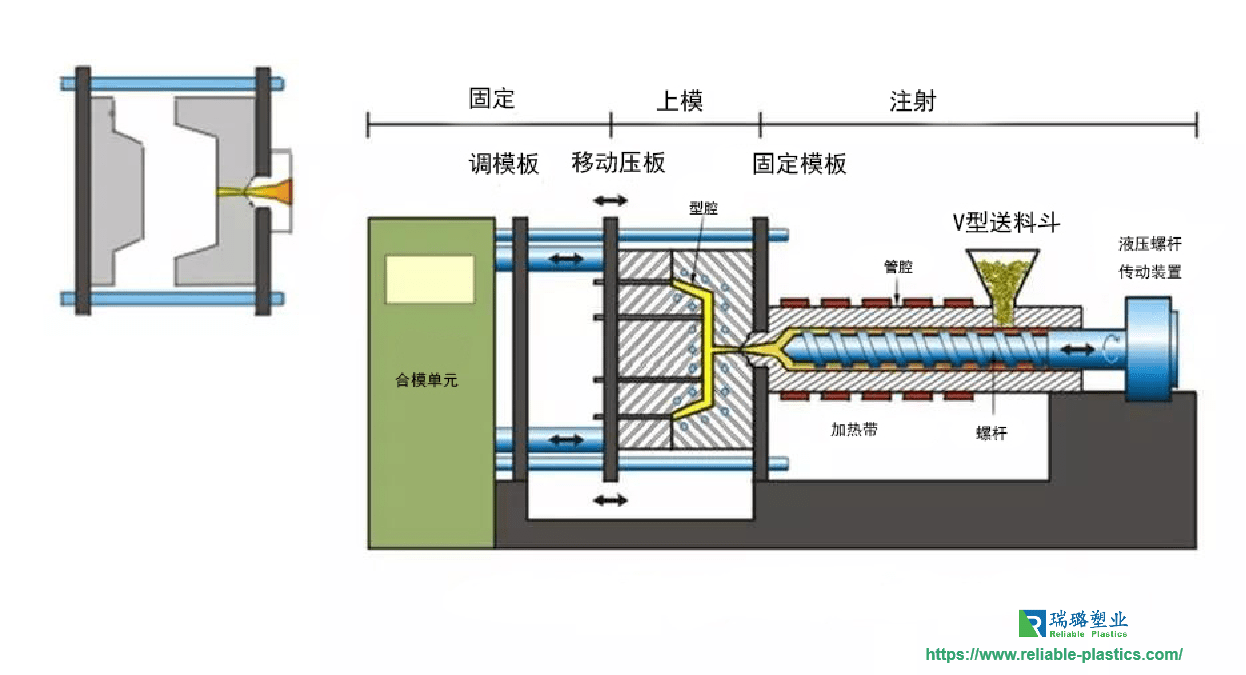
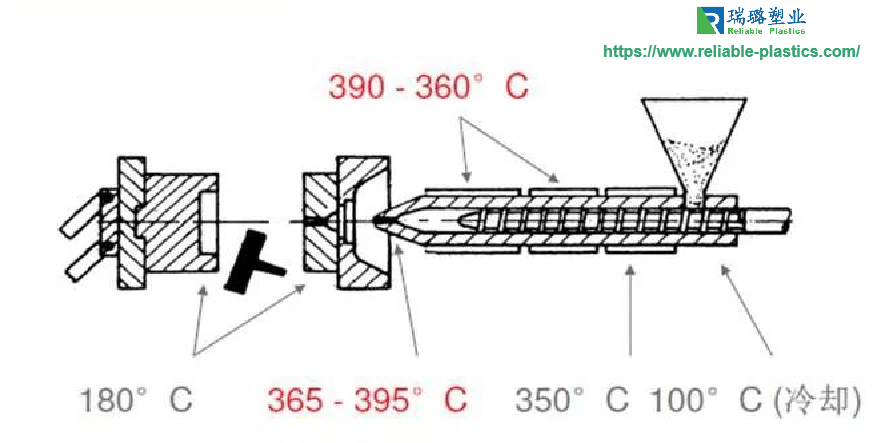
工程塑料peek注塑加工示意图
 工程塑料peek注塑工艺 参数
工程塑料peek注塑工艺 参数
工程塑料peek注塑成型指南
喷嘴温度取决于牌号/熔体粘度
螺杆转速50(纤维填充)至100转/分钟(非填充)
螺筒容量:2至5倍注射熔体重量
干燥
吸水率0.5%w/w(大气水)
干燥要求:<0.02%w/w
---------露点为-40°
150°C 3hours
160°C 2hours
温度控制
注塑机料筒温度和喷嘴温度
——料筒的温度范围:400°C(特种要求温度可达450°C)
——喷嘴加热要求:加热圈全包裹,功率为双倍普通注塑机
模具的加热
——高温油温机(250°C以上)
——电加热棒(采用5KW的加热功率)
——隔热板(动定模板各需安装一块大于另外8mm厚的隔热板)
 工程塑料peek注塑工艺参数
工程塑料peek注塑工艺参数
模具设计——流道
主浇道大于4mm
锥度建议为2''
浇道大小应为制品厚度的1-1.5倍
注塑机喷嘴要求最小为3mm
PEEK的热稳定性分析
400°C下停留30分钟,失重小于1%
分解物为苯酚
360°C停留1个小时无明显降解
长期停留,将螺杆温度降至340°C以下
黑点产生原因分析
peek注塑加工时,螺杆清晰不干净
其他聚合物的残留
其他聚合物的降解
工程塑料peek注塑在注塑机中停留时间过长