
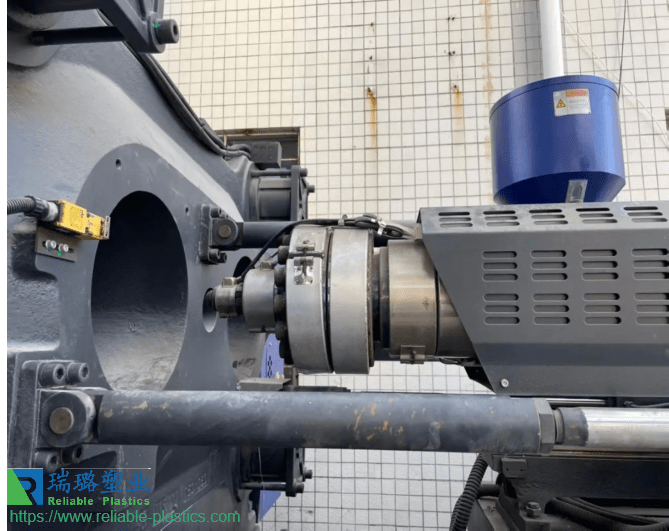
1.射咀
熔熔胶通常从射嘴流入注口,但有些peek注塑模具,射嘴为模具的一部分,因为它延伸至模具的底部。另处有两种主要的射嘴类型:开放式射击嘴和封闭式射嘴。注塑生产中,应多使用开放式射嘴,因为它们既便宜又较少滞留的可能性。
2.排气
有些特种工程塑料在精密注塑成型时需要在射料缸排气,让气体排出。多数情况下这些气体只是空气,但它可能是熔融放出来的水分或单分子气体。这些气体若不能释放出去,气体会被熔胶压缩并带到 模具中,peek注塑制品就会扩展并在产品中形成气泡。要在气体到达射嘴或模具之前排掉它,降低或减少螺杆根直径就可以在射料缸中为熔胶减压。
3.熔胶温度
可测量射嘴或以空气喷射法量度。利用特种工程塑料进行测量时,必须小心确保清理热熔塑料时不会 发生意外,因为热熔塑料的高温会烧伤皮肤,甚至腐蚀皮肤。因此控热针的尖端应预先加热至要测量的温度。
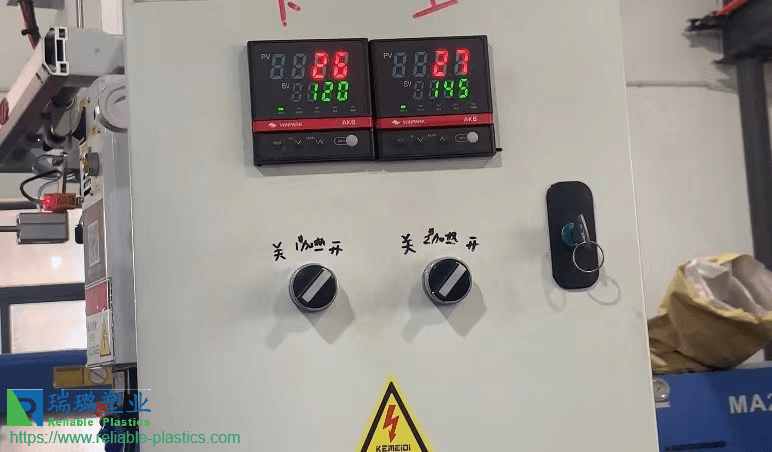
4.模具温度
要经常检查peek精密注塑机是否在记录单上指定的温度下设定和运行。这是非常重要的。因为温度 影响注塑件表面光洁度和产量。所有测量得出的数值都必须记录下来,并按指定的时间检查注塑机。
5.冷却
精密注塑成型加工完成的必须均匀冷却,即是说,模具不同部份必须以不同的速率冷却,这样,整 件制品才会均匀冷却。注塑件必须以最快速度冷却,同时要确保peek注塑制品不会产生缺陷,例如表面不 平滑、物理性质起变化等。