
PEEK材料是一种下流动性较差,熔融温度较高的热塑性材料,PEEK注塑时应该注意以下几点:
1.模具加热分布的均匀性;
2.浇口和流道设计尽净超厚零件最厚壁厚的一半;
3.PEEK精密注塑时的压力设定要高于一般的塑料;
4.对于尺寸精度要求较高的零件,在注塑完成后应该进行热处理;
综上所述,正是因为PEEK精密注塑工艺的难点,所以常州瑞璐在生产时拥有丰富的经验,下就展开为大家详细叙说下工艺过程控制中,和操作人员应当注意的细节。
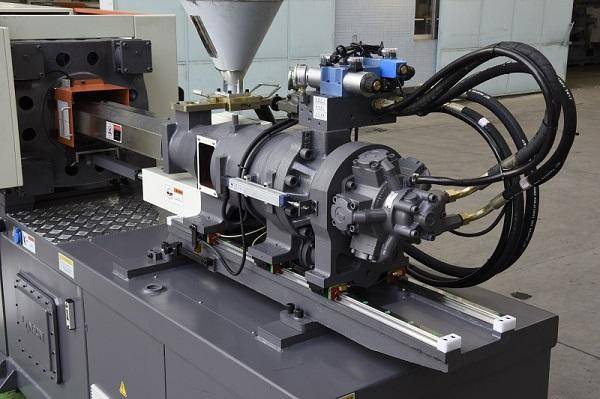 PEEK注塑机
PEEK注塑机
一、注塑机:建议采用具有闭环控制能力的、带微处理器控制的现代往复式螺杆注塑成型机来对PEEK450G特种工程塑料进行注塑成型。若在具体的注塑生产中遇到问题可以联系常州瑞璐塑业,为您提供专业精密注塑解决方案。
二、螺杆:螺杆材质耐温400摄氏度,必须使用没有止逆装置的低压缩比螺杆,建议采用的压缩比为1:1至1.3:1之间。
三、材料烘干:烘干设备必须达到120摄氏度。使得干燥系统能够连续的将产品持续不间断的干燥,时间设定一般为六小时。
 PEEK螺丝
PEEK螺丝
四、生产监测:PEEK精密注塑工艺成型过程中应进行对螺杆速度和位置的调整,而不是通过压力和时间来调整。这样可以确保在注塑成型的完成度。具体只需要监控以下三个数据即可:
1.注塑时间——指螺杆从满注位置前移到转换位置所需的时间。
2.最终残量位置——这是模具中聚合物注入量的体积标示,应当连续监测。
3.注塑持续时间压力——它能够标示聚合物相对粘度。
 PAI注塑
PAI注塑
总结
PEEK材料在很多领域都拥有极高的性能和应用前景,但由于其特殊的物理特性,导致在精密注塑加工工艺中存在各种难点,包括冷料点、银纹、气孔、毛边、熔接痕等瑕疵,因此瑞璐塑业致力于为复杂环境,恶劣工况提供高性能PEEK零件、特种工程塑料零件。为客户定制相适应的特种塑料,PEEK型材解决方案。